
Циклы прерывистого сверления
Код G83 вызывает цикл прерывистого сверления. Прерывистое сверление часто используется при обработке глубоких отверстий. Если при обычном сверлении инструмент на рабочей подаче перемещается ко дну отверстия непрерывно, то в цикле прерывистого сверления инструмент поднимается вверх через определенные интервалы для удаления стружки. Если вы сверлите глубокое отверстие (глубина отверстия больше трех диаметров сверла), то есть вероятность, что стружка не успеет выйти из отверстия и инструмент сломается. При обработке отверстий технолог-программист должен решить, какой именно цикл ему необходим в каждом конкретном случае.

Рис. 8.5. На чертежах длину отверстия указывают по прямой части. Однако режущая кромка сверла заточена под определенным углом (обычно 118°). Так как в программе указываются координаты Z для кромки сверла, то инструменту необходимо пройти дополнительное расстояние H = R сверла/tan(L/2). При сверлении сквозных отверстий нужно задать небольшой перебег (0.5–1 мм) для прямой части сверла.
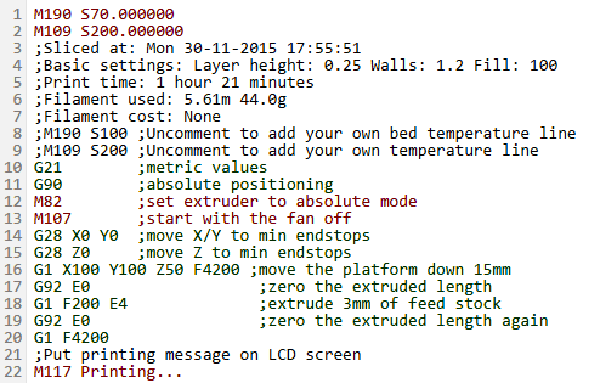
Формат кадра для цикла прерывистого сверления похож на формат обычного цикла сверления:
G83 Х10.0 Y10.0 Z-25.0 Q2.0 R0.5 F45
Обратите внимание на Q-адрес, который определяет относительную глубину каждого рабочего хода сверла. В данном случае сверление происходит по такому алгоритму:
- Сверло от исходной плоскости перемещается к плоскости отвода (R0.5) на ускоренной подаче.
- От плоскости отвода R сверло подается на глубину 2 мм (Q2.0) со скоростью подачи (F45).
- Сверло ускоренным ходом перемещается к плоскости отвода (R0.5).
- Сверло ускоренным ходом перемещается к ранее достигнутой позиции по глубине (или немного не доходит до этой глубины во избежание столкновения сверла с материалом детали).
- Сверло подается на глубину 4 мм (2 + 2) со скоростью подачи (F45).
- Шаги 3, 4 и 5 повторяются до тех пор, пока сверло не достигнет координаты Z-25. Затем сверло выводится из отверстия до плоскости отвода (G99) или исходной плоскости (G98).
Высокоскоростной цикл прерывистого сверления G73 работает аналогично циклу G83. Единственная разница заключается в том, что при высокоскоростном цикле сверло для удаления стружки выводится из отверстия не полностью. Это позволяет уменьшить машинное время обработки. Формат кадра для высокоскоростного цикла прерывистого сверления:
G73 Х10.0 Y10.0 Z-25.0 Q2.0 R0.5 F45
Многие СЧПУ позволяют указывать дополнительные адреса для более гибкой работы с циклами сверления. Внимательно прочитайте документацию к станку для понимания работы циклов и уточните использующиеся в них адреса. Когда программист задает глубину сверления в программе обработки, он рассчитывает ее относительно крайней кромки сверла. Очень часто на чертежах глубина отверстия указывается относительно прямой части сверла. В этом случае необходимо произвести несложный расчет для нахождения глубины крайней кромки.

Рис. 8.6. Схема цикла прерывистого сверления
Высота кромки сверла Н = радиус сверла R/tan (угол L/2).
Если на чертеже указана глубина до прямой части 40 мм, диаметр сверла равен 10 мм, а угол кромки равен 118°, тогда высота кромки H = 5/tan 59 (град.) = 5/1.664 = 3.004 мм. Следовательно, глубина сверления, которую необходимо указать в управляющей программе, равна 40 + 3.004 = 43.004 мм (Z-43.004).
Источник статьи: http://planetacam.ru/college/learn/8-3/
G-коды для станков с ЧПУ: таблица с примерами и обучение
Предлагаем выяснить, как задается траектория движения (и вообще последовательность действий) высокопроизводительного металлообрабатывающего оборудования. Подробно рассмотрим готовые G-коды для ЧПУ: с примерами, обучением оператора и другими нюансами, играющими достаточно важную роль. Максимум полезной информации – от возможных методов и актуальных стандартов до основных и подготовительных функций, от определений и терминов, до причин, по которым обслуживающему персоналу нужно разбираться в вопросе.
Начнем с того, что сегодня они применяются для всех видов оборудования с числовым управлением, как для профессионального и устанавливаемого на максимально ответственных объектах, так и для любительского. В своей совокупности они образуют базовое подмножество языка ISO 7 bit, позволяющего установить и проконтролировать режимы обработки деталей.
Что такое программирование ЧПУ G-кодами
Фактически это задание определенной последовательности команд, определяющих характер движения режущего инструмента и захватных органов, степень фиксации заготовки и другие параметры. По своей роли это ключевая часть технологического обеспечения металлообрабатывающего оборудования, устанавливаемого на современных производствах.
Написанный алгоритм отличается жесткой структурой и представляет собой последовательность кадров – групп из нескольких команд. Каждый такой блок, объединенный общей функцией, обладает порядковым номером и отделен от последующих и предыдущих переводом строки (символ ПС/LF). Это сделано для наглядности листинга.
Что такое G-код ЧПУ
Это система команд, воспринимаемых станками с программным управлением. Была создана еще на заре 60-х годов – ассоциацией EIA (Electronic Industries Alliance), – но до готового к использованию формата (RS274D) ее доработали только в 1980-м году. Позднее, на очередном заседании профильного комитета, ее утвердили в качестве стандарта ISO 6983-1:1982. В Советском Союзе для регламентации ее положений ввели ГОСТ 20999-83, а обозначать ее в технической литературе стали ИСО-7 бит.
С того времени и по сей день широко используется, как самостоятельно, так и в роли базового подмножества для создания сходных языков, постоянно совершенствуется и расширяется.
Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
Существуют 3 принципиально разных варианта – каждый со своими особенностями, плюсами, минусами и спецификой применения. Кратко рассмотрим каждый способ из этой тройки, выделяя основные моменты.
Ручное
Алгоритм функционирования составляется в текстовом формате, в редакторе на удаленном компьютере. После чего переносится технологом в память оборудования – записывается с оптического диска, USB-устройства (раньше для этого также использовались дискеты), а при непосредственном соединении с ПК – через порты интерфейса.
На пульте УЧПУ
В данном случае ввод команд осуществляется с клавиатуры, размещенной на стойке. Каждый кадр (блок) отображается на дисплее, причем постоянные циклы могут быть представлены в виде пиктограмм (по выбору оператора) – для удобства, чтобы сократить листинг. Нюансы зависят от особенностей системы, например, интерфейс HEIDENHAIN или Fanuc диалоговый, поэтому последовательность действий можно задать интуитивным путем.
При помощи CAD/CAM
Наиболее прогрессивным способом справедливо считаются именно САПР, так как они помогают сократить временные затраты и уберечься от ошибок, которые особенно часты при сложных алгоритмах. Но для их эффективного использования нужно внедрить единые для всего производственного цикла электронные решения, что не всегда возможно.
Вручную сегодня вводятся G-коды для токарного станка с ЧПУ, и то тогда, когда нужно выполнить простые задачи, допустим, расточить отверстие или снять металл по двум направлениям, то есть в ситуациях, когда ошибки реально выявить сразу. С пульта можно задать все то же самое и переходы посложнее, с обработкой по 2,5 и 3 координатам. Это очень подходящий выбор для серийного выпуска деталей по шаблону.
После создания эскиза в ADEM, MasterCAM или другой популярной САПР в диалоговом режиме удобно выбирать оборудование, инструменты и дополнительные приспособления, пределы перемещения и степень коррекции. Возможности задания траектории максимально широки, а при современном уровне развития CAD/CAM не составит труда выполнить виртуальную симуляцию техпроцесса, обнаружить сразу заметные ошибки вроде соударений, пропущенных припусков, зарезов, и исключить их.
Почему стоит изучать программирование ЧПУ
Ответ очевиден – чтобы уметь писать оптимальные алгоритмы для выполнения конкретной технологической операции. Просто понимать команды и пользоваться готовыми решениями не всегда удобно – в силу следующих причин:
- Стандартные варианты почти наверняка не учитывают специфику производства – в целях оптимизации их нужно адаптировать, а сделать это без знания языка ISO 7 bit крайне сложно.
- Методы постоянно совершенствуются, поэтому необходимо за ними успевать, ведь актуальная год назад последовательность действий сегодня может быть уже морально устаревшей.
- Процесс управления выпуском деталей нуждается в рационализации – в сокращении количества кадров, объединении повторяющихся циклов и в других способах упрощения листинга, воплотить которые в жизнь может только хорошо разбирающийся в вопросе оператор.
Стандарты и диалекты G-кода для ЧПУ станка: примеры
Первые шаги по регламентированию совокупности команд предприняла уже упомянутая Ассоциация электронной промышленности (EIA), когда ввела RS-274. Со временем свод правил был дополнен и расширен, превратился в NIST RS-274NGC. Большинство его положений перешли в актуальный сегодня стандарт ISO 7 bit.
Диалекты – это ответвления языка, в рамках которых инженеры дописали свои функции, ориентированные на определенную специфику техпроцессов или помогающие положительно выделиться среди ряда конкурентов.
- Fanuc, со своей унификацией и повсеместным распространением, популярен у профессионалов.
- Mach3, за счет сравнительной простоты и наглядности листинга, нравится любителям и новичкам.
- Haas предлагает дополнительные возможности при задаче алгоритма фрезерования карманов.
И так далее – диалектов много, они отличаются между собой уровнями поддержки и отображения, характером макро- и микроопераций, параметрами смещения и форматирования, инкрементными и абсолютными координатами.
Какие бывают G и M коды ЧПУ: описание
Сначала определим, в чем между ними разница. ДЖИ-команды являются основными и подготовительными, ЭМ – вспомогательными (технологическими). Записываются вместе, в строчку (первые – в начале, вторые – в конце) или, другими словами, покадрово – для наглядности листинга. В результате алгоритм представляет собой совокупность символьных блоков – с адресами и числовыми значениями.
В задачи G-группы входит определение линейной или круговой скорости, а также направления движения рабочих инструментов оборудования. Кроме того, они обязаны регламентировать расточку отверстий и нарезание резьбы, управлять координированием и другими особенностями дополнительной аппаратуры.
М-коды программирования ЧПУ призваны дополнять основные, упрощая выполнение алгоритма. На практике их роль сводится к смене лезвий, сверл (или других органов), к вызову и завершению подпрограмм.
Помимо этих двух распространенных семейств, также есть:
- S-команды, определяющие специфику основного движения.
- F, ответственные за характер подачи.
- D, H, T, выражающие ключевые параметры навесных элементов.
Поэтому оператору крайне важно разбираться в разнообразии представленных символов, а умение читать их построчно вообще подразумевается – это необходимое условие для контроля выполнения технологических операций.
Подготовительные G-функции ЧПУ
Могут задавать скорость перемещения ножа (гильотины) или выбор плоскости резания, но в блоке всегда записываются первыми. После обязательной литеры – ДЖИ с символами – идут координаты, представленные в виде числовых значений.
В зависимости от своего назначения они определяют позицию рабочего органа, выполняют переключение, компенсируют диаметр и длину, определяют особенности сверления, расточки, резьбования (полный список соответствия мы приведем ниже). Важно, что при составлении алгоритма, в текстовом формате, они остаются наглядными: при должном опыте чтения листинга оператору не составляет труда понять, что содержит каждая из них.
Расшифровка G-кодов для ЧПУ
Основных функций достаточно много, поэтому подробнее рассмотрим те из них, которые чаще всего применяются на практике, и это:
- G00 – для скоростного позиционирования и быстрого приведения инструмента в готовое/безопасное положение;
- G01-03 – для движения рабочего органа либо по прямой, либо по дуге, по часовой стрелке и против нее соответственно; дополнительные символы – I, J и K – в данном случае устанавливают координаты;
- G04 – для обеспечения перерыва в работе лезвия (сверла и так далее), продолжительностью 1 секунда (стандартный вариант) или дольше, в зависимости от значений X или P поля;
- G17 код ЧПУ нужен для определения основной плоскости – по нему происходит выбор XY-координат при совершении вращательных действий при выполнении технологических отверстий;
- G18-19 – делают то же самое, только в XZ и YZ-планах соответственно, актуальны при круговой интерполяции;
- G20 – для проведения измерений в дюймах, нужен при определении показателей, представленных не в системе СИ; G21, напротив, необходим для метрических вычислений;
- G40 – для смены автокоррекции на тот радиус, который устанавливает G41 (слева от обрабатываемой заготовки, с дополнительной D-командой) или G42 (аналогично, но уже справа);
- G43 код ЧПУ регулирует положение резца (или другого органа), компенсируя его длину, дополнен параметром H;
- G52 вводит локальные координаты, G53 обеспечивает переключение – на них и обратно;
- G54-59 ответственны за смещение инструмента по отношению к зафиксированным заготовкам; в зависимости от того, какой из них находится в листинге, можно понять, какая деталь подвергается воздействию;
- G64 активизирует режим резки с отменой любых других;
- G71 – включает опцию сверления отверстий, G73 делает то же самое, но с условием высокой скорости, G74 запускает процесс нарезания левосторонней резьбы, G81-83 – операцию сверления, G85-87 – циклы растачивания;
- G97 код ЧПУ определяет количество оборотов, совершаемых за единицу времени (обычно – за минуту).
Конечно, есть и другие, менее применимые, но все равно нужные и используемые. В процессе написания алгоритма инженер объединяет их в группы, заставляя взаимодействовать между собой и/или менять друг друга. От эффективности комбинаций зависит общая рациональность листинга, а значит и производительность выполнения технических операций.
Дополнительные функции и символы при программировании
Планируя последовательность действий сложного и высокоточного оборудования, лучше держать все возможные варианты в поле своего зрения и, при необходимости, сверяться, за что ответственен тот или иной ДЖИ. Поэтому мы и представляем их Вашему вниманию в максимально наглядном виде.
Источник статьи: http://stanokcnc.ru/articles/g-kody-dlya-stankov-s-chpu-tablitsa-s-primerami-i-obuchenie/